Уважаемое сообщество Ювелирного дела, как мне быть? Нужно изготовить подарок на круглую дату родственнице. Подарок из золота, но хотелось бы что-то по индивидуальному заказу, но не за сотни тыщ мильёнов. Что-то классическое и серьёзное, но без бриллиантов по 5 карат и россыпи колумбийских изумрудов.
Если кто знает ювелиров, кто берётся на заказ делать не мега-дорогие индивидуальные изделия из золота и камней, а вполне посильные для среднего кармана, скиньте контакты ТГ или других мессенджеров. Особый интерес, кто работает в 3Д, типа artcam. Особенно приветствуются молодые специалисты.
Живу в провинции, поэтому у нас в городе есть три деда-ювелира, паяют цепочки и всё, нет творчества. Заранее признателен за помощь в поиске.
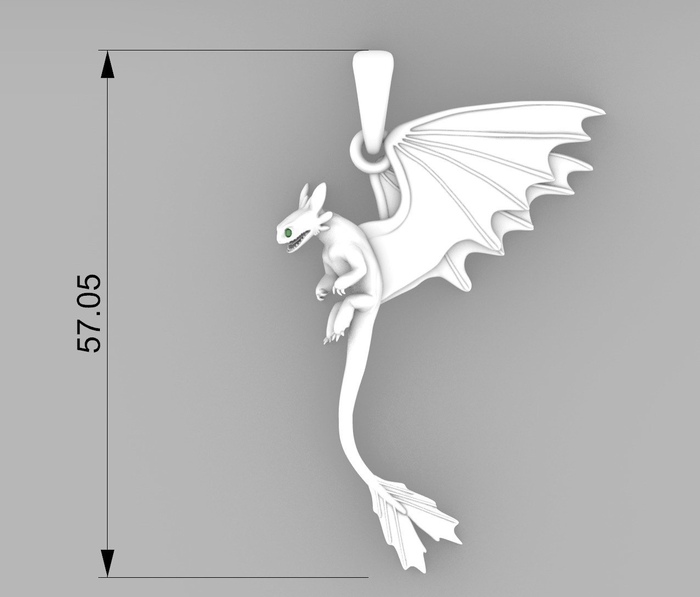
Дизайн решили делать более живой и интересный, требуемая высота ~50 мм это позволяла. 3D модель сделали и неспешно дорабатывали детали до заветных слов Павла - "На этот раз супруге всё понравилось,и сказала что вы молодцы)".
Вот, что вышло:
В глаза решили поставить зеленые камешки (минимальные 1мм как раз подошли)
Утаим, сколько попыток было вырезать восковую модель, но в итоге все получилось!
Промежуточный итог нам самим очень понравился, и хотелось бы остановиться:
Почти готово
Но, по фильму он должен быть черный, поэтому - в керамику:
Серебро покрытое черной керамикой
Вот такой симпатичный, парящий в воздухе получился у нас дракончик) Надеемся, что угодили и вместе с серёжками будет смотреться круто.
Взять с собой побольше вкусняшек, запасное колесо и знак аварийной остановки. А что сделать еще — посмотрите в нашем чек-листе. Бонусом — маршруты для отдыха, которые можно проехать даже в плохую погоду.
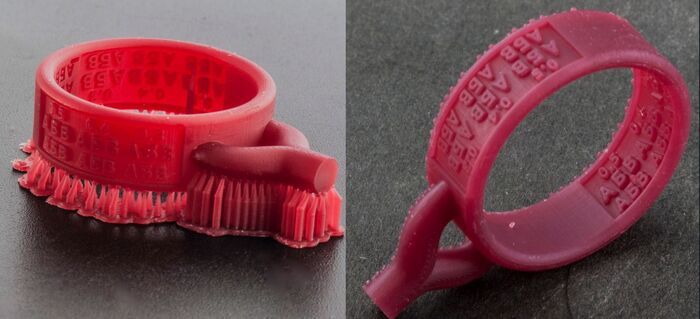
К вопросу о расходе полимера в мусорную корзину на примере ювелирных моделей: сколько идет на поддержки, или безвозвратные сопутствующие потери материала.
Выращенные модели с поддержками
Вопрос сопутствующего расхода полимера актуален при расчете стоимости печати, особенно на дорогих полимерах (10-20 тыс руб за кг). Рост фотополимерной модели в 90% случаев не возможен без плота, поддержек, которые удаляются и выкидываются, и при правильном учете это как то лучше оценивать заранее. Для кого то мелочь, ну жизнь в основном и состоит из мелочей, а уж бизнес и подавно. "гладко было на бумаге, да забыли про...".
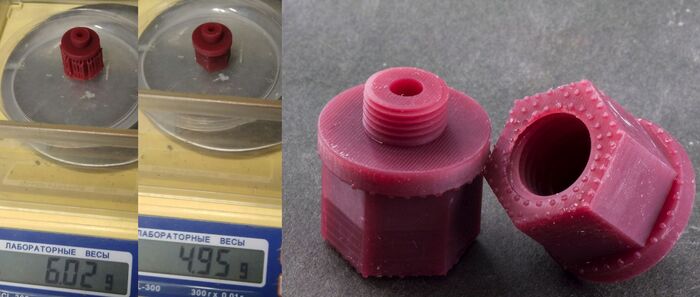
Оценка расхода - "КПД" материала - достаточно проста. Для удобства учета - фотополимерные материалы продаются вразвес. Взяли 1 кг смолы за 10 000 руб - получили 300гр конечного продукта. Что то осталось в бутылке, что то в ванне, что то пролили, что то смыли при промывке, что то ушло в брак, что то в настройки (тестовые модели), что то в поддержки.
модель с поддержками и без
В результате - цена моделей (чисто по сырью) - 33 руб за 1 гр. Что вышло то вышло, но вот перед печатью надеялись что получится больше, грамм на 800, а тут и полимера не хватило на план, да и как то дороже вышло (33 вместо 12.5). Печатник с опытом, на основе анализа того что ставит на печать, прикидывает некие коэффициенты потерь, даже попадающие в реальность, неплохо бы помнить об этом и новичку.
Покажем "КПД" на примере конкретных изделий.
потери 18%
потери 25%
потери 10%
потери 26%
потери 48%
потери 43%
Потери на поддержки - на приведенных выше фото. Еще надо учитывать шлифовку следов от поддержек (до 1%), литники (которые являются полезной частью ювелирной модели под литьё, но по сути тоже сопутствующие потери).
модель с большим процентом литников
Про модель крест, на которой получилось 10% поддержек всего - не говорит о том, что она выгоднее других в печати. Если посмотреть на то, как она печаталась
крест - самая высокая модель на столе
то можно понять, что это самая высокая модель на столе, и печатается дольше всех, а это ресурс принтера (многие забывают учитывать амортизацию оборудования, вроде как - ну поставил принтер, он там печатает, время личное не отнимает) и расход электричества.
Какие выводы? - для любителя, печатающего периодически и "для себя" - тут скорее важен учет полимера, чтобы хватило на то что задумано напечатать. Для профессионалов - еще и поддержки учитывать (в том числе) при расчете себестоимости, а сколько - показано наглядно.
На этот раз клиент хотел сделать необычный подарок своей супруге, большой поклоннице мультфильма "Как приручить дракона", и заказать пару уникальных серёг с изображением любимого героя - дракона Беззубика.
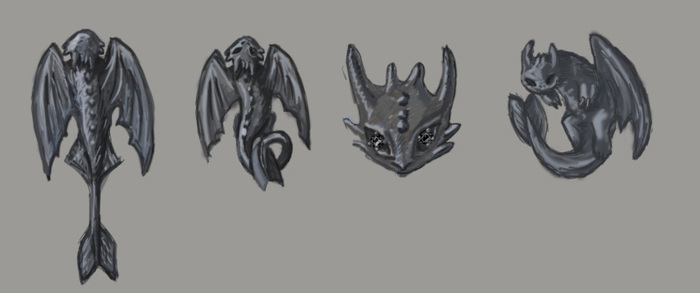
Мы сразу накидали несколько разноплановых эскизов, чтобы понимать в какую сторону двигаться.
В мультике дракон был весьма серьёзный и строгий, такого мы хотели сделать сначала. Но оказалось, что нужен очень добрый и миловидный дракоша. И конечно нужно было, чтобы серьги были черного цвета, точь-в-точь как беззубик, и передавали всю его харизму и неповторимый облик. В общем нам предстояло создать что-то, что не только будет украшением, но и отражением любимого персонажа.
Персонаж, слева на картинке, тот на котором мы остановились:
И конечно нужно было, чтобы серьги были черного цвета, точь-в-точь как беззубик, и передавали всю его харизму и неповторимый облик. В общем нам предстояло создать что-то, что не только будет украшением, но и отражением любимого персонажа.
Разработали 3d модель:
Упрощение модели было сделано в угоду прочности изделия
Определились окончательно, чтобы беззубик был чёрный-чёрный, покроем серьги не рутением, а керамикой.
Вот что получилось у нас в итоге:
Серебро под черной керамикой
Будем надеяться, что ночная фурия станет талисманом и принесет удачу своей обладательнице!
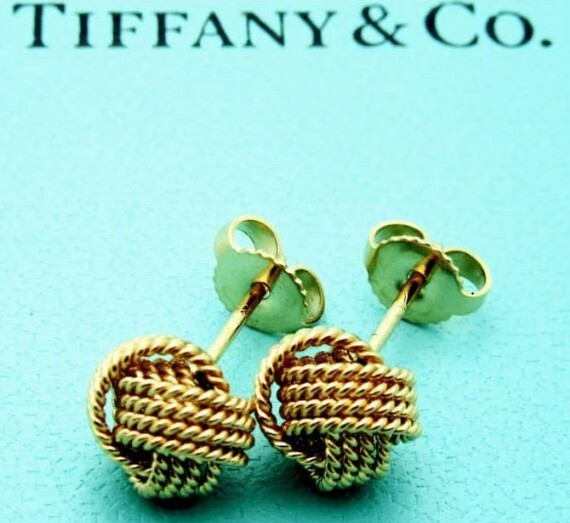
Есть некое ювелирное изделие от тиффани, шарик из вьющихся шнуров, вот такой
витой шарик от тиффани
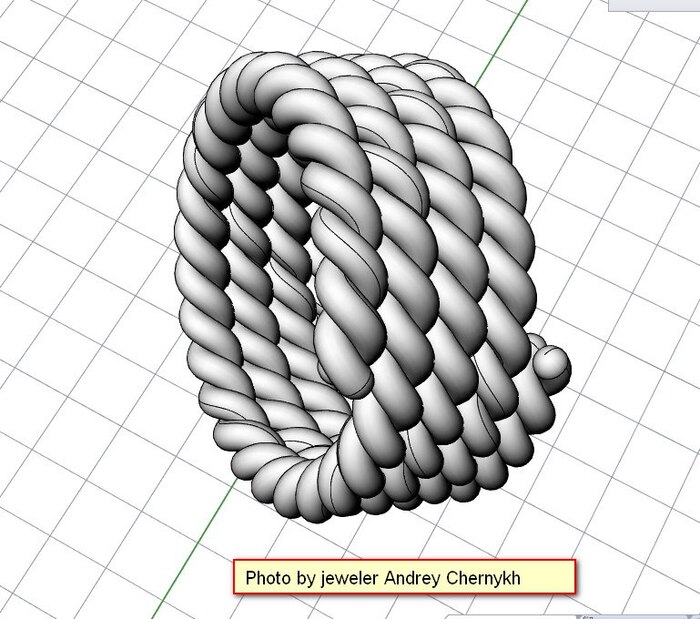
Наш знакомый ювелир (Андрей Черных) вдохновился задачей повторить данное произведение искусства, и поделился с нами этапами и моментами процесса. " Сначала - разработка модели. "По бренду спираль не спаяна и постоянно деформируется. принято решение переделать брендовую вещь ибо полная хрень!" Мало сделать модель, нужно понимать - что она будет литься металлом, ибо это цельное изделие.
Спираь одного элемента. Метал течет в разные стороны спирали по разным сечениям.
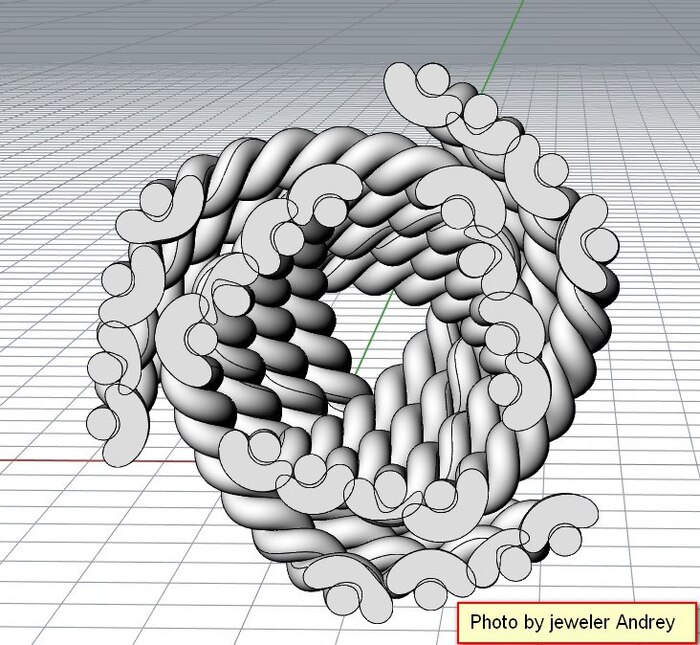
модель в разрезе
Или вот видео с разреза. Лить такое - достаточно сложно
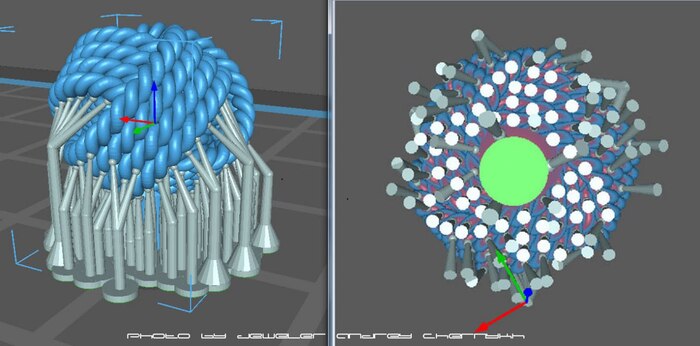
Выбор фотополимера - так же сложная задача. До сих пор нет идеального литьевого фотополимера, но есть "ну почти". Эта задача лилась не первый раз, но без дефектов не получалось. Теперь выбран недавно появившийся Hardlight Jewelry Wax Red
Выжигаемая смола Hardlight Jewelry Wax Red
выросло хорошо, поверхность гладкая. Пора на елку
Елка. но не новогодняя.
Результат - на фото. Отлилось на твердую "5"
литье
Возражения, которые уже звучали "А такую модель разве не надо было разрезать на части чтобы потом собрать в единое? Тут же не подлезть нигде не обработать. Не говоря уже о тонких местах где очень вероятно обрушение форм-массы. Слоистость везде"
- да, я могу это сделать или в ручную или на фрезере пять осей располовинив модель .
- Обработка только зачистка низа от шариков.
- Если печатать на слое 0.15 или 0.01 то слоев то вообще не будет.
"а почему брак, пузыри? Запаивать придется или забьётся?"
- вы не учитываете размеры. На фото оно с кулак. А на самом деле - максимальный габарит 9.7 мм. Стенки и каналы очень тонкие.
габариты в металле - 9.7мм
размеры в сравнении
- в микроскоп 20-кратный не видно никаких пузырей. После магнитной галтовки вообще ничего не увидеть. Надо не забывать, что литье само по себе и своей структуре пористое (крупнозернистая кристаллическая решётка). Прокат , мелкозернистая уплотненная кристаллическая решётка.
В качестве выводов. Главная цель данного литья - отработка технологии работы с 3Д принтером и выжигаемыми полимерами. Уже на 8к принтерах можно получить сравнимые с фрезером модели, новые принтеры 7" 9К уже могут потеснить их. Потому - поиск подходящего фотополимера, отработка стабильного литья на нем - задача с высоким приоритетом. Если не следовать ювелирам за новыми техническими тенденциями - может статься, останешься не то что за бортом, но на краю"